![]()
Funkcijski bloki, za razrez z letečo žago ”Flying Saw” za kontinuirani gibajoči tok materiala (npr. folija, kovina, papir, jekleni profili itd.), omogočajo, da se material razreže med gibanjem s SIMATIC S7-1500T.
 Za Siemensovi spletni strani (support.industry.siemens.com) so dosegljivi praktični primeri funkcijskih blokov, ki jih lahko uporabniki priredijo v svojih aplikacijah. Tokrat je podrobneje predstavljen primer leteče žage, slika 1.
Za Siemensovi spletni strani (support.industry.siemens.com) so dosegljivi praktični primeri funkcijskih blokov, ki jih lahko uporabniki priredijo v svojih aplikacijah. Tokrat je podrobneje predstavljen primer leteče žage, slika 1.
Praktični primer nam omogoča razrez v ročnem ali avtomatskem režimu. Pri tem lahko izbiramo razrez glede na želeno dolžino ali glede na označbo na obdelovancu.
Proces rezanja obdelovanca na določeno dolžino zahteva določen čas. Ker ne želimo zaustavljati toka materiala, se mora žaga sinhronizirati z obdelovancem. Najprej moramo žago sinhronizirati s tokom materiala. Ko se gibanje žage sinhronizira s tokom materiala, se lahko začne obdelava materiala (npr. žaganje, rezanje, vtiskovanje, vrtanje). Ko je postopek obdelave materiala končan, se naprava zaustavi in običajno vrne v začetni položaj.
 Dostopna sta dva primera ”Leteče Žage”FlyingSawBasic, kjer je možen samo točkovni rez materiala (brez širokega prečnega reza) in FlyingSawAdvanced kjer je možen prečni rez za večje širine materiala (na primer za presek lesene deske premera 1 meter).
Dostopna sta dva primera ”Leteče Žage”FlyingSawBasic, kjer je možen samo točkovni rez materiala (brez širokega prečnega reza) in FlyingSawAdvanced kjer je možen prečni rez za večje širine materiala (na primer za presek lesene deske premera 1 meter).
V tem članku si bomo podrobneje ogledali funkcijski blok, ki vključuje primer projekta FlyingSawBasic. Primer uporabe FlyingSawBasic zagotavlja jasno strukturirano in pripravljeno rešitev, ki omogoča izvedbo leteče žage s krmilnikom SIMATIC S7-1500T (Technology CPU).
Program se lahko uporablja neposredno ali se ga prilagodi lastnim potrebam. Vključeni je tudi projekt za vizualizacijo, ki se ga lahko uporablja neposredno ali za namene testiranja in simulacije. HMI se lahko prilagodi uporabnikovemu specifičnemu primeru uporabe.
 Lastnosti projekta FlyingSawBasic
Lastnosti projekta FlyingSawBasic
- Projekt vsebuje naslednje primere in funkcije:
- Različne metode rezanja
- Preklapljanje med naslednjimi dajalniki pozicije:
- dajalnik impulzov na osi motorja
- zunanjim dajalnikom pozicije
- Preklop med obratovalnimi parametri med delovanjem.
- Simetrična sinhronizacija
- Nastavitev hitrosti povratka
- Seštevek rezov in celotne razrezane dolžine
- Rezanje na vhodni signal (zaznavanje označb na rezalni površini, ki jo nastavimo za vhodni signal)
 Možnosti razreza
Možnosti razreza
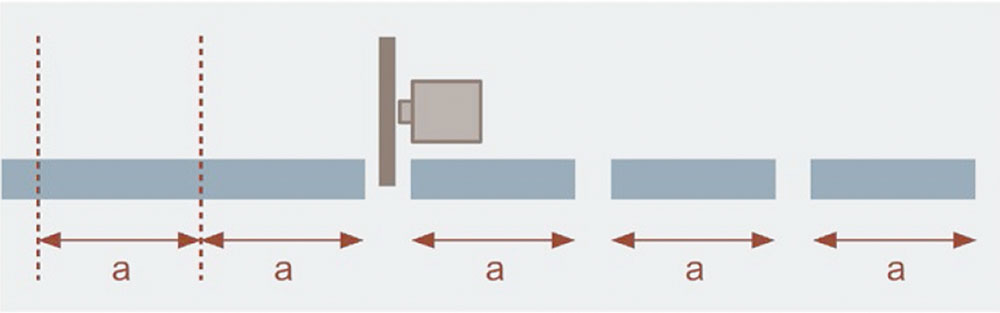
- Razrez na želeno dolžino:
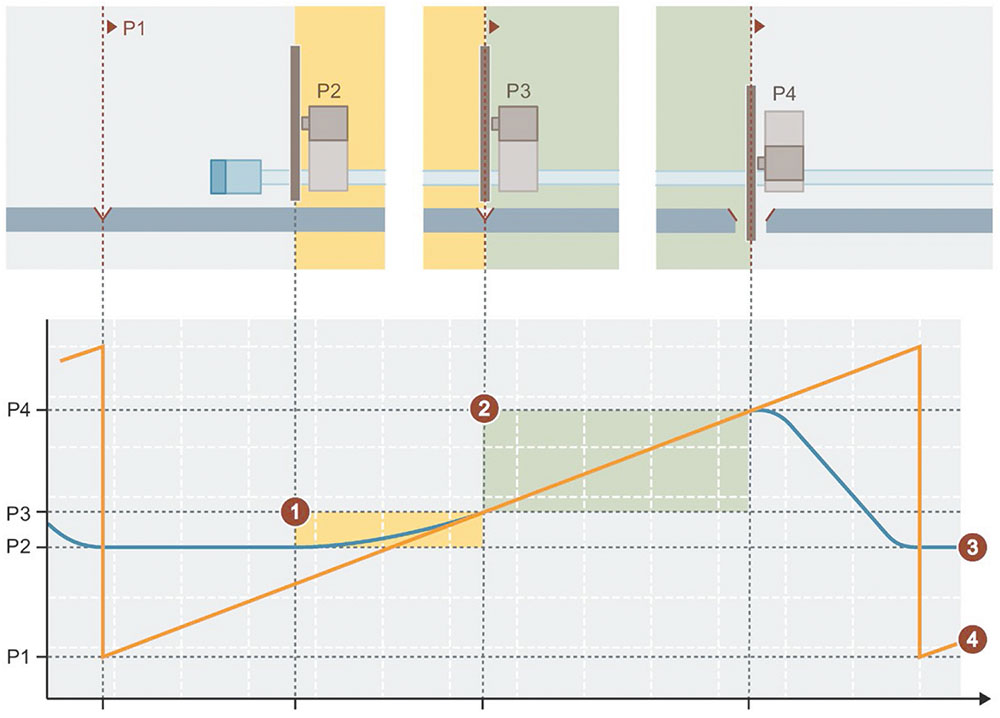
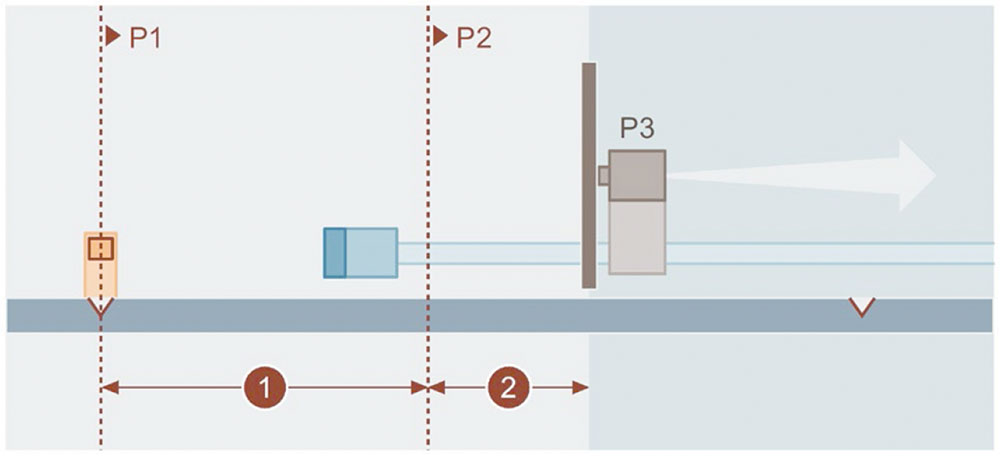
- Pri rezanju na želeno dolžino se nastavi želena dolžina razreza materiala. Operator žage lahko prilagodi dolžino materiala za vsak posamezen kos, slika 2.
- Rezanje na vhodni merilni signal:
- Pri rezanju na merjenje vhodnega signala, senzor zazna oznako na materialu. Pri tem se os žage sinhronizira z oznako na materialu, slika 3.
Možnosti sinhronizacije s tokom materiala
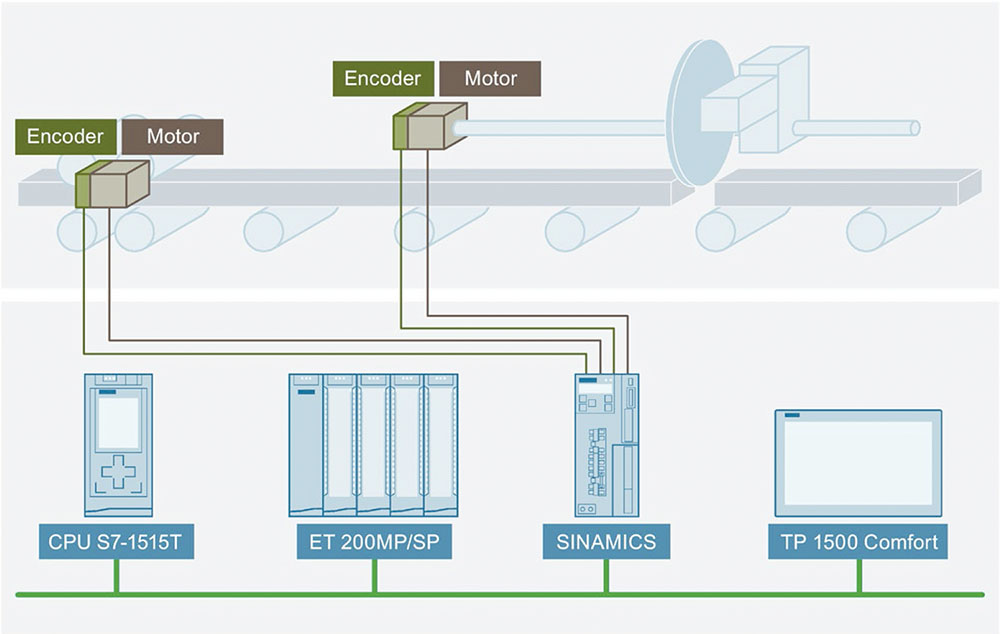
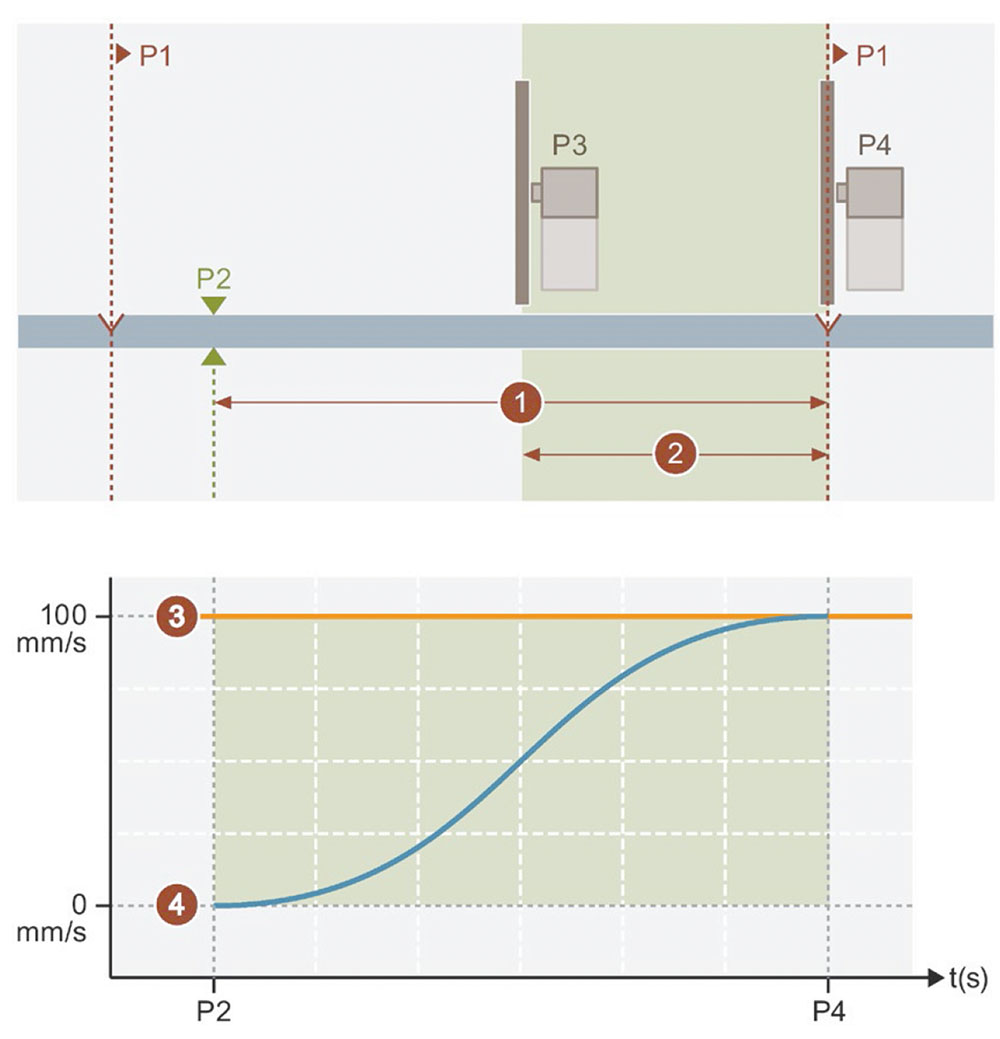
- Sinhronizacija z dajalnikom impulzov na glavni osi motornega pogona, slika 4.
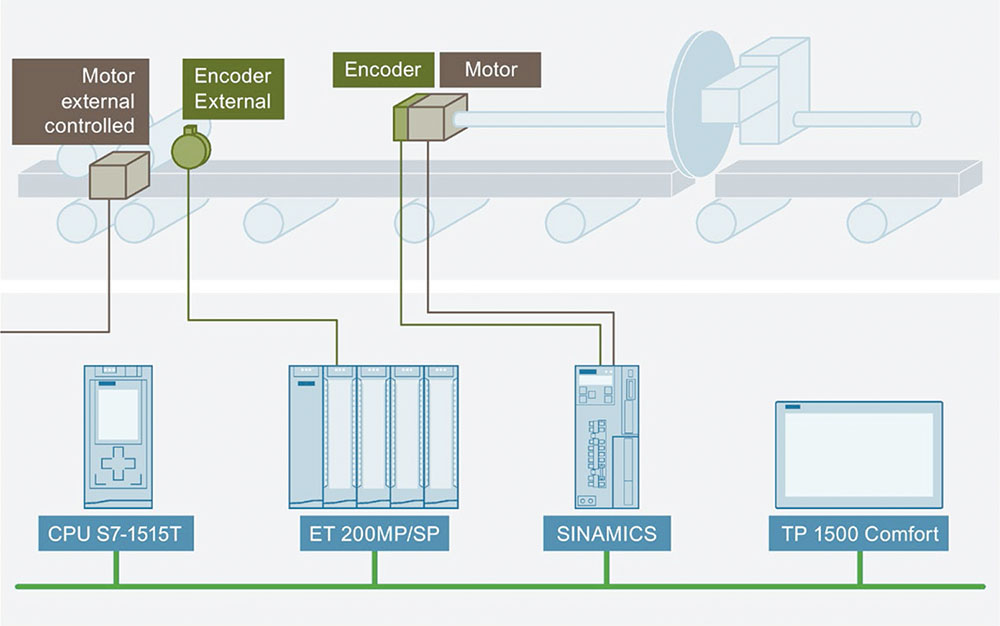
- Sinhronizacija z zunanjim dajalnikom pozicije
- Naslednja slika prikazuje povezavo zunanjega dajalnika pozicije s periferijo I/O in dajalnik impulzov osi motorja, ki skrbi za gibanje leteče žage neposredno s priključitvijo na frekvenčni pretvornik SINAMICS, slika 5.
 Vključeni funkcijski bloki
Vključeni funkcijski bloki
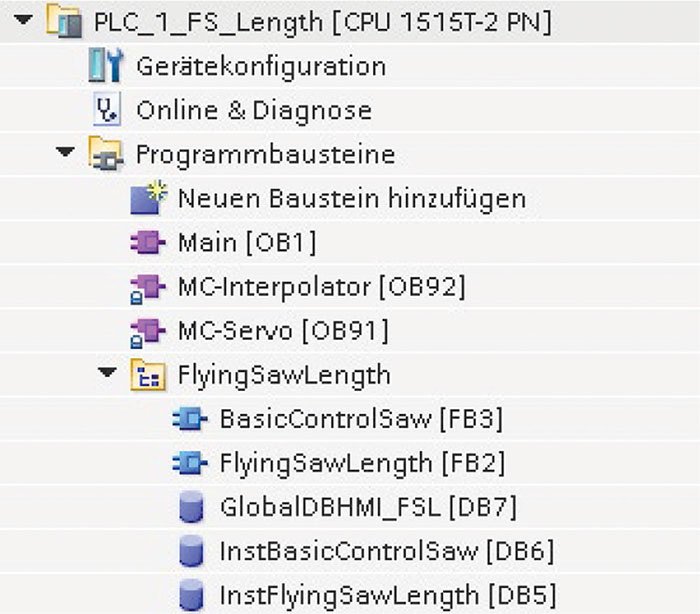
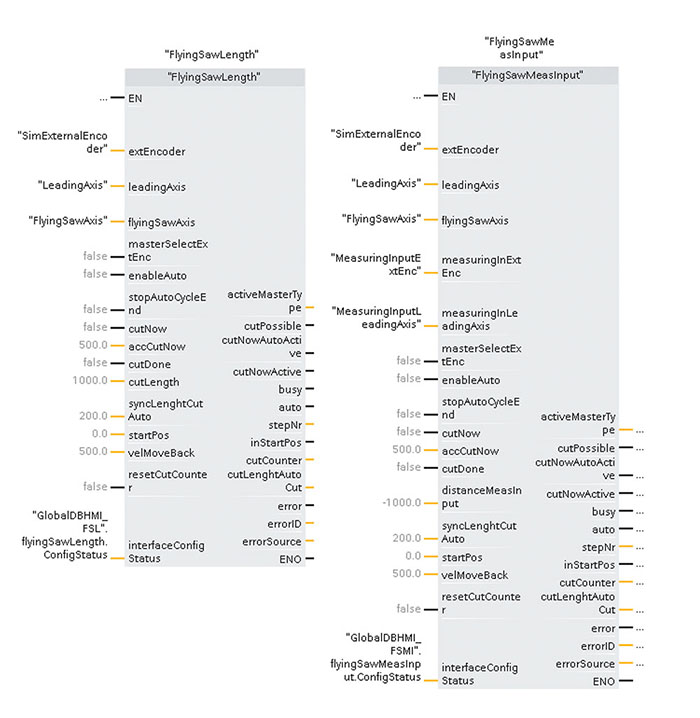
V projektu sta podana dva primera uporabe funkcijskih blokov FlyingSawLength (PLC_1) in FlyingSawMeasInput (PLC_2):
- “PLC_1_FS_Length” za primer aplikacije “Rezanje na dolžino” s funkcijskim blokom FlyingSawLength, slika 6.
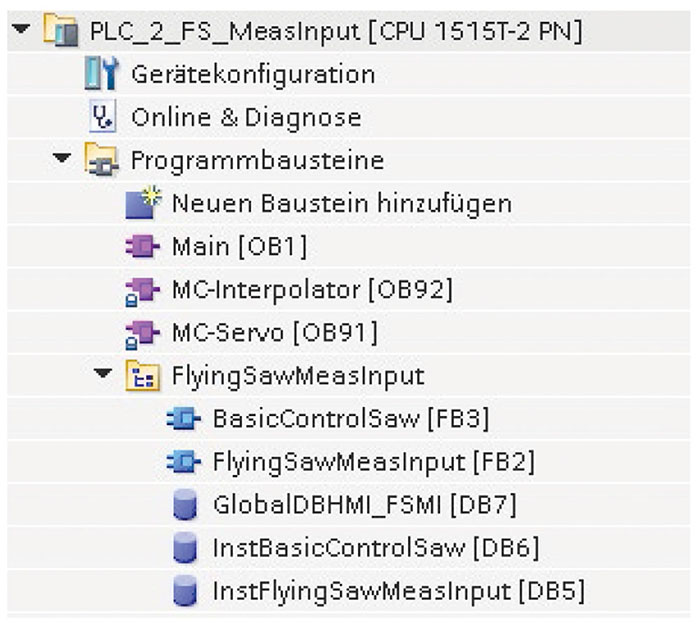
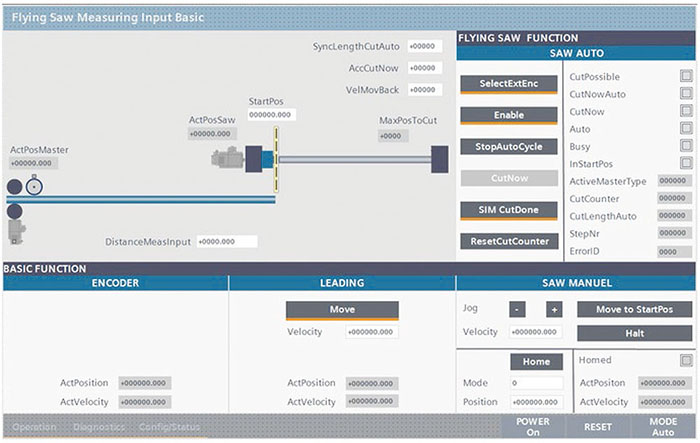
- “PLC_2_FS_MeasInput” za primer aplikacije “Rezanje na merilni vhodni signal” z funkcijskim blokom FlyingSawMeasInput, slika 7.
Opis delovanja
Ko je zaznan položaj na traku/obdelovalni površini, preko merilnega vhoda na PLC ali preko nastavljene dolžine materiala, se aktivira sinhronizacija traku in žage. Ker se trak premika, se premika tudi položaj rezanja. Žaga se sinhronizira s trakom, tako da žagin list potuje natančno nad rezalno pozicijo materiala. Rezanje je omogočeno takoj po sinhronizaciji, slika 8
Osnovni blok
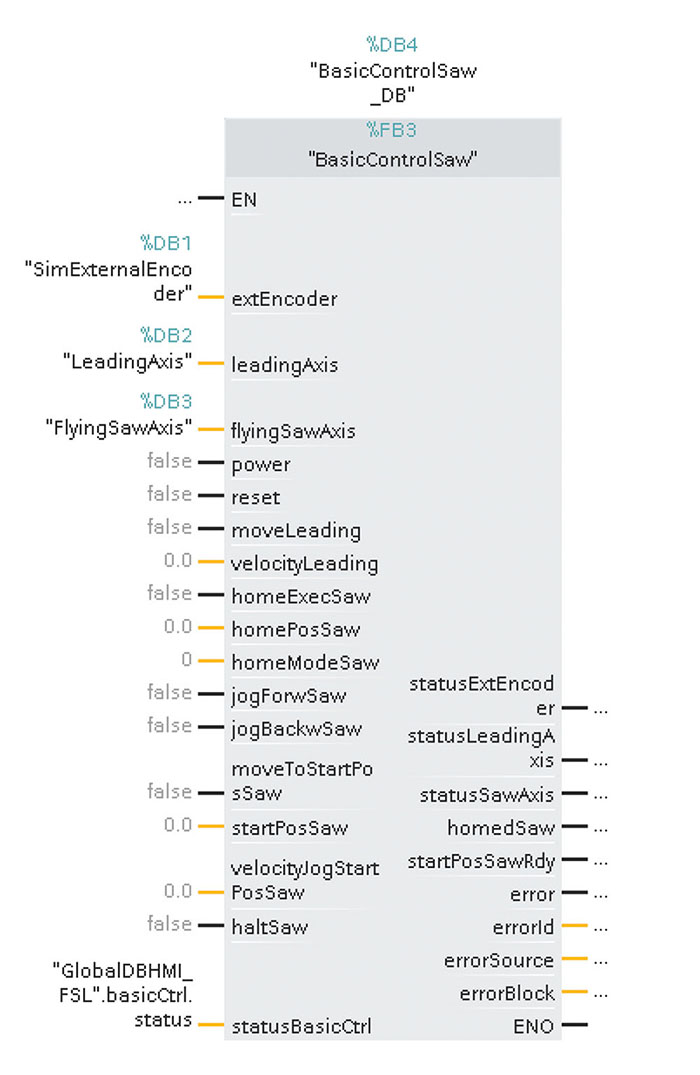
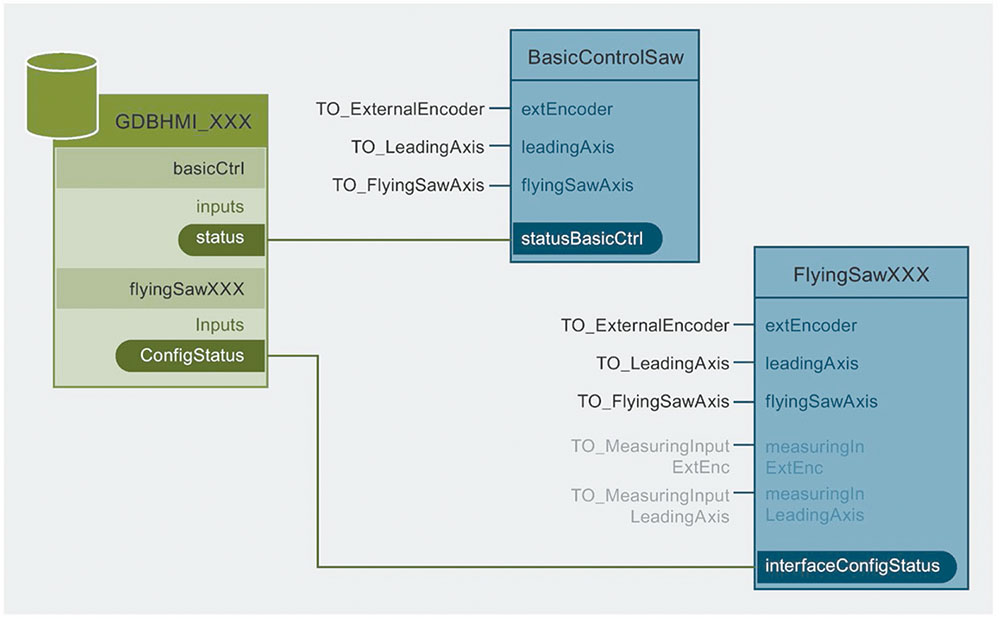
Osnovne funkcije vseh osi in zunanjega dajalnika pozicije so vključene v bloku “BasicControlSaw”. Naslednja slika prikazuje “BasicControlSaw” za rezanje na dolžino, slika 9.
Kako deluje simetrična sinhronizacija:
Na podlagi dolžine sinhronizacije, program izračuna zahtevane parametre, za doseganje sinhronizacije. Zaradi tega je sinhronizacijski profil vedno simetrično sinhroniziran. S simetrično sinhronizacijo, ni potrebna prekoračitev hitrosti osi žage. Žaga se sinhronizira z usklajenim pospeškom-konstantnim gibanjem. Sinhroni položaji so izračunani v bloku. Ko vodilna os doseže izračunani položaj začetne točke, se sproži sinhronizacija druge osi. Dolžina sinhronizacije je razdalja od začetka sinhronizacije do sinhroniziranega položaja, pri katerem dve osi potujeta sinhrono. Rezanja se aktivira takoj, ko je krožna žaga dosegla sinhroniziran položaj, slika 10
 Pomembni vhodni parametri:
Pomembni vhodni parametri:
Določanje dolžine sinhronizacije:
syncLengthCutAuto = <Value>
- Nastavitve profila sinhronizacije, glej program1.
- Nastavitev profila sinhronizacije, glej program 2.
- Nastavitev dinamike sinhronizacije, glej program 3.
- Relevant output parameters Cutting is enabled, glej program 4.
_____________________
Program 1
config.syncConfigAuto.syncProfileReference = 1 (default value)
// Alternativa: Sinhronizacija z uporabo dinamičnih parametrov,
dodatne dodelitve parametrov na vmesniku »InterfaceConfigStatus«
config.syncConfigAuto.syncProfileReference = 0
Program 2
config.syncConfigAuto.masterSyncPos = <Value>
config.syncConfigAuto.slaveSyncPos = <Value>
Program 3
config.syncConfigAuto.syncVel = <Value>
config.syncConfigAuto.syncAcc = <Value>config.syncConfigAuto.syncJerk = <Value>
Program 4
cutPossible = 1// Določa dolžino reza med samodejnim delovanjem žage.
cutLength = <Value>// Določanje dolžine materiala.
Program 5
toStartPosVelocity = <Vrednost>
_____________________
 Razrez na merilni vhodni signal (indikacijsko oznako)
Razrez na merilni vhodni signal (indikacijsko oznako)
Omogoča sinhronizacijo rezanja z oznako in razrez materialov na različne dolžine. Ta funkcija velja samo za avtomatsko delovanje.
Merilni vhod zazna oznako na traku oz. rezalni površini. Ta signal sproži sinhronizacijo žage s trakom in rezom na oznaki. Blok izračuna sinhronizacijo žage do oznake z razdaljo merilnega vhoda iz izvora merilnega sistema, slika 11.
Pomembni vhodni parametri
Določanje razdalje merilnega vhoda od izvora merilnega sistema leteče žage:
distanceMeasInput = <Vrednost>
Določanje rezalnega odmika na oznako:
distanceMeasInput = <Value> + Offset
 Čas ko je razrez omogočen
Čas ko je razrez omogočen
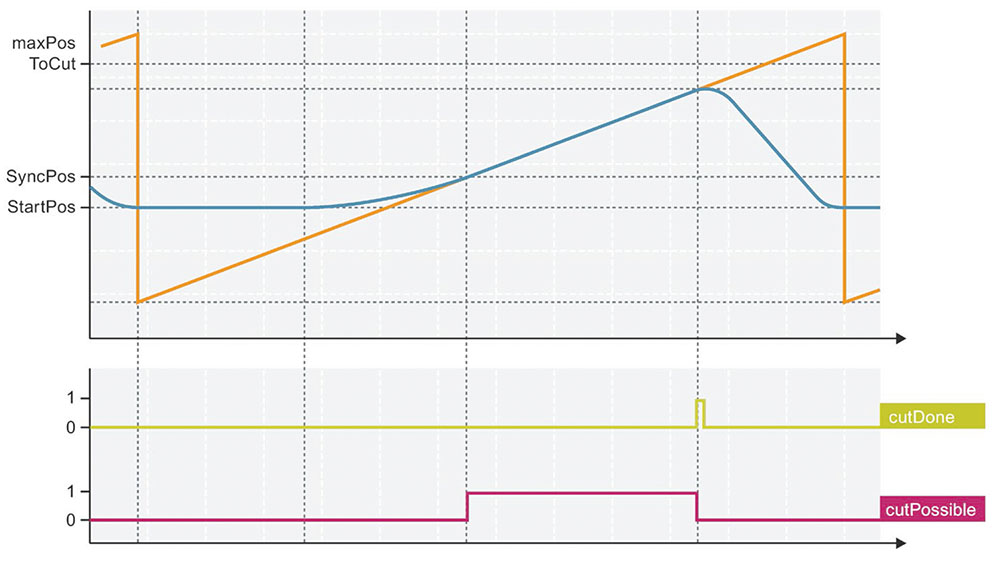
Ko je žaga sinhronizirana z obdelovalno površino, je nastavljen signal “cutPossible” in s tem se signalizira, da se lahko sproži rez.
Omogočanje razreza se zaključi s povratnim signalom “cutDone” izrezanega reza ali, če je dosežen največji rezni položaj osi žage.
Pogoji odpovedi
Signal za omogočanje reza se ponastavi v naslednjih primerih:
- Na žagi je napaka.
- Največji položaj za rez je presežen z žago.
Če na žagi pride do napake, se ta napaka izpiše in izvede se avtomatski izklop. Če je bila največji rezalna dolžina prekoračena, se sproži opozorilo in izvede preklic.
 Ustrezni vhodni parametri
Ustrezni vhodni parametri
Določa največji položaj reza žage.
maxPosToCut = <Vrednost>
Omogočanje reza se ponastavi.
cutPossible = 0
Izrez ni bil izveden:
errorID = <Vrednost>
Hitrost vračanja
Določa hitrost, s katero se krožna žaga vrne v začetni položaj.
Določanje hitrost vračanja za začetek avtomatskega delovanja, glej program 5.
Definiranje hitrost vračanja med samodejnim delovanjem na vmesniku “InterfaceConfigStatus”:
velMoveBack = <Vrednost>
Primer programa je dosegljiv na povezavi: https://support.industry.siemens.com/cs/ww/en/view/109744840
Siemens d.o.o.
Letališka cesta 29c
1000 Ljubljana
www.siemens.com
{kind=link}