![]()
DEPRAG CFC = Stalna vpenjalna sila kljub nihanju navorov zategovanja.
Depragov prilagodljivi postopek vijačenja zagotavlja stalno vpenjalno silo tudi pri nihanju navora pri privijanju. Privijanje vijaka poteka tako, da naprava najprej prepozna stik glave s podlago, nato pa privije vijak, dokler ni dosežena določena razlika navora ali določen kot.
 Tipični način uporabe je samorezno privijanje v umetne mase in/ali kovino. Ta način vijačenja (metoda CFC) je bila v preteklosti na voljo le za servo vijačnike v kombinaciji z AST40 krmilnikom, sedaj pa tudi za EC vijačnik v kombinacij s krmilnikom AST12. Ta metoda se uporablja takrat, ko navori nihajo zaradi različnih dimenzij lukenj.
Tipični način uporabe je samorezno privijanje v umetne mase in/ali kovino. Ta način vijačenja (metoda CFC) je bila v preteklosti na voljo le za servo vijačnike v kombinaciji z AST40 krmilnikom, sedaj pa tudi za EC vijačnik v kombinacij s krmilnikom AST12. Ta metoda se uporablja takrat, ko navori nihajo zaradi različnih dimenzij lukenj.
Do nihanj lahko pride zaradi sprememb geometrije vijakov in/ali luknje, zgradbe materiala delov, sprememb kakovosti površine navoja vijaka, elastičnosti elementov ali usedanja.
Zanesljivo prepoznavanje stika glave s podlago zagotavlja stalno vpenjalno silo.
Prednosti CFC:
- Minimalna potreba po parametriranju
- Izračun upošteva naključna nihanja navora med postopkom, ki jih ne povzroči stika glave vijaka s podlago
- Postopek zagotavlja stalno vpenjalno silo
 Računska metoda
Računska metoda
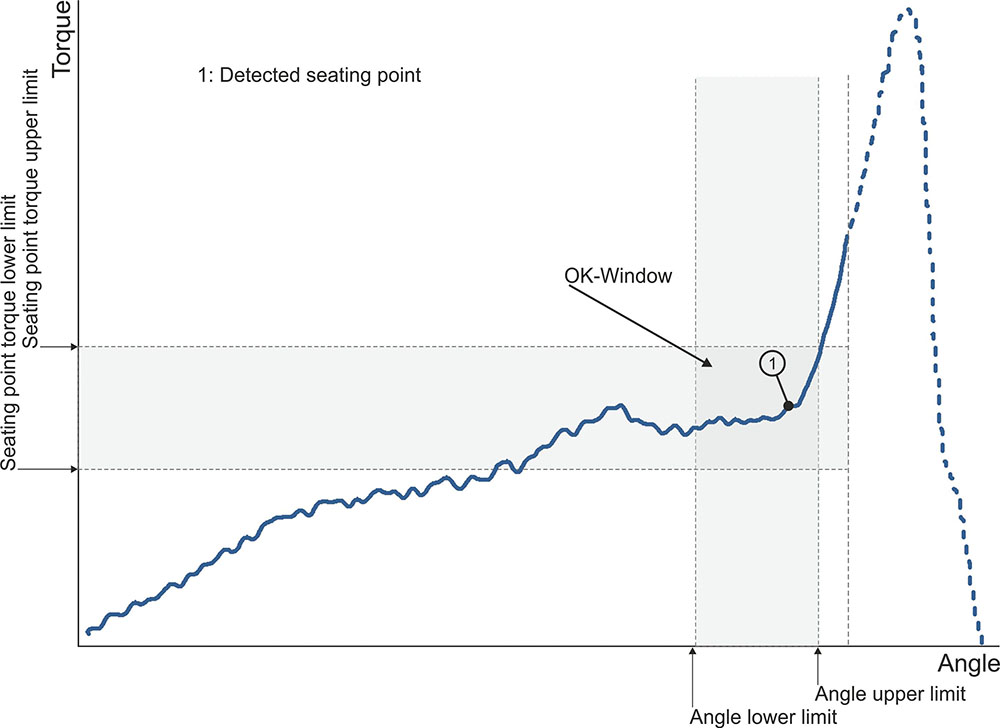
Glavni element je zaznavanje stika glave vijaka s podlago: glede na potek navora se stalno tvori matematična funkcija za vrednotenje. Stik z glavo se šteje kot prepoznan, ko ta funkcija preseže določeno mejno vrednost. Navor in kot se nato računata glede na trenutek stika glave s podlago.
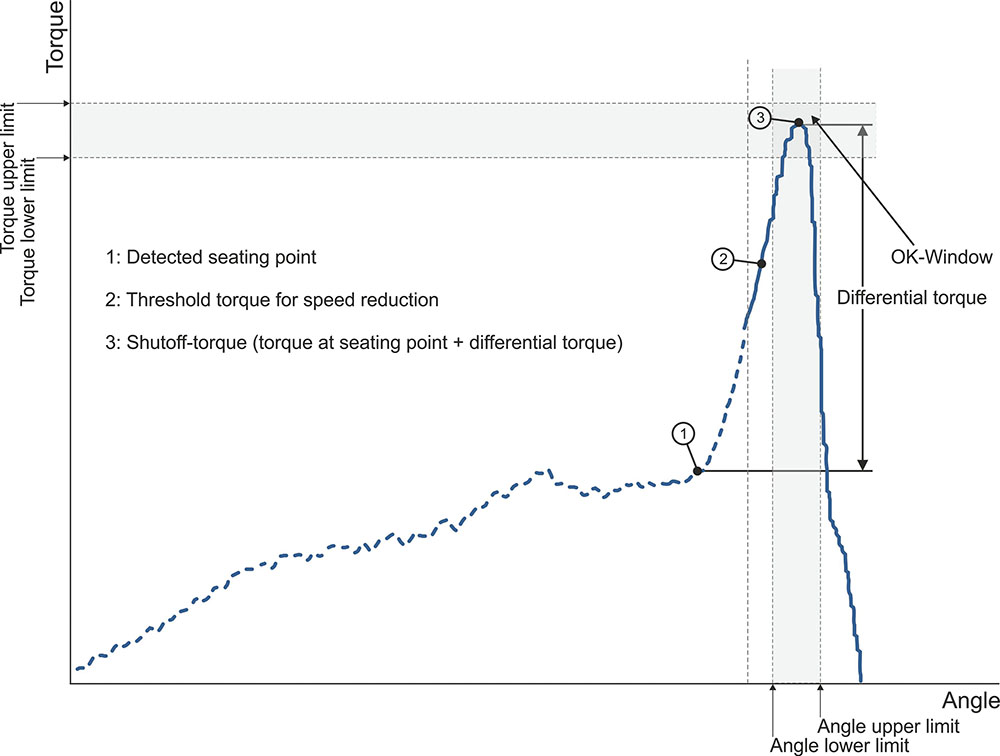
Postopek vijačenja
Primer postopka za privijanje s predpisanim navorom – predloga parametrov za prepoznavanje stika glave vijaka s podlago.
Zgornja meja navora se uporablja kot merilo za izklop privijanja. Okno ustreznih vrednosti za prepoznavanje usedanja je mogoče dodatno nadzorovati na podlagi zgornje/spodnje omejitve navora usedanja. Končne vrednosti je mogoče shraniti kot vrednosti navora in kota v točki usedanja ali na koncu koraka vijačenja. Končne vrednosti predloge za prepoznavanje usedanja zagotavljajo referenčne vrednosti za naslednji odsek programa.
Privijanje na razliko navora glede na točko stika glave vijaka s podlago.
Namesto privijanja na razliko navora lahko poteka privijanje tudi s predpisanim kotom.
MB-NAKLO d.o.o.
E-pošta: andraz.zupan@mb-naklo.si
Tel.: 040 253 500
https://www.mb-naklo.si
{kind=link}